專注金屬薄板設(shè)備生產(chǎn) 濰坊精翔機(jī)電設(shè)備有限公司
走進(jìn)我們
公司占地36000多平方米,現(xiàn)有設(shè)計(jì)、制造、安裝人員150多名,擁有各類大型剪、切、磨、銑、鉆機(jī)床,年設(shè)計(jì)、制作、安裝生產(chǎn)線能力可達(dá)15條以上,直接產(chǎn)值達(dá)1.5億元。

專注金屬薄板設(shè)備生產(chǎn) 濰坊精翔機(jī)電設(shè)備有限公司
公司占地36000多平方米,現(xiàn)有設(shè)計(jì)、制造、安裝人員150多名,擁有各類大型剪、切、磨、銑、鉆機(jī)床,年設(shè)計(jì)、制作、安裝生產(chǎn)線能力可達(dá)15條以上,直接產(chǎn)值達(dá)1.5億元。


拉矯機(jī)組工藝流程
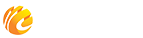
冷軋?jiān)寰斫?jīng)平整機(jī)平整后,由天車吊運(yùn)至開(kāi)卷機(jī)前的鞍座上。鋼卷定位在開(kāi)卷機(jī)卷筒之后 ,外支撐升起、開(kāi)卷機(jī)卷筒開(kāi)始張開(kāi),撐緊鋼卷內(nèi)徑,同時(shí)壓輥壓緊鋼卷。然后,開(kāi)卷機(jī)的卷筒和壓輥開(kāi)始轉(zhuǎn)動(dòng),帶鋼頭部通過(guò)穿帶臺(tái)送入夾送輥。切頭后的帶鋼,送至C型窄塔接焊機(jī)與前一卷帶鋼的帶尾焊接。
焊接完成之后,機(jī)組開(kāi)始運(yùn)行,帶鋼以機(jī)組正常生產(chǎn)速度經(jīng)過(guò)1#張力輥進(jìn)入拉矯機(jī)。拉伸彎曲矯直機(jī)為兩彎兩矯形式,在拉矯機(jī)的出入口處分別配置了一套4輥張力輥,使帶鋼以一定的張力進(jìn)入到矯直機(jī)。帶鋼通過(guò)拉伸彎曲矯直機(jī)后,進(jìn)入雙輥糾偏裝置,使帶鋼進(jìn)行時(shí)對(duì)中。此過(guò)程段稱為工藝段。
帶鋼離開(kāi)雙輥糾偏裝置后經(jīng)水平檢查臺(tái),進(jìn)行帶鋼表面檢查,然后經(jīng)過(guò)切邊圓盤剪切邊,廢邊通過(guò)廢邊卷取機(jī)卷取,切邊后的帶鋼經(jīng)壓毛刺輥壓毛刺后進(jìn)入靜電涂油機(jī)涂油,進(jìn)入出口剪,通過(guò)轉(zhuǎn)向夾送輥進(jìn)入卷取機(jī)。此段稱為出口段。
拉矯線設(shè)備技術(shù)性能
拉矯線生產(chǎn)的帶卷材質(zhì)有Q195F、SPCC、08F、Q215、Q195LD、16MN、SPCD等低碳鋼。
帶材的機(jī)械性能
| 厚度 | >0.15mm |
| 寬度 | <1000mm |
| 帶卷外型尺寸 | Φ900—Φ1800mm |
| 卷重 | <20噸 |
拉矯線的部分技術(shù)參數(shù)
| 機(jī)組線速度 | >0.15mm | 卷取張力 | 30-240m/min |
| 穿帶速度 | <1000mm | 延伸率 | 30m/min |
| 開(kāi)卷張力 | Φ900—Φ1800mm | 機(jī)組年產(chǎn)量 | 10KN |
技術(shù)參數(shù)
帶材的機(jī)械性能
| 厚度 | >0.15mm |
| 寬度 | <1000mm |
| 帶卷外型尺寸 | Φ900—Φ1800mm |
| 卷重 | <20噸 |
拉矯線的部分技術(shù)參數(shù)
| 機(jī)組線速度 | >0.15mm | 卷取張力 | 30-240m/min |
| 穿帶速度 | <1000mm | 延伸率 | 30m/min |
| 開(kāi)卷張力 | Φ900—Φ1800mm | 機(jī)組年產(chǎn)量 | 10KN |
在線留言
開(kāi)卷機(jī)
張力機(jī)
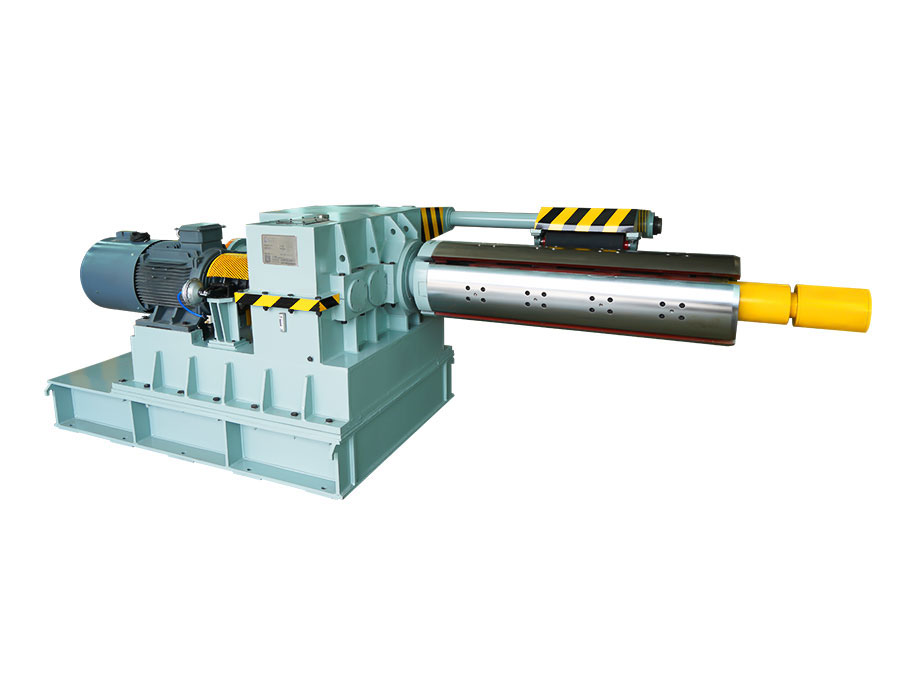
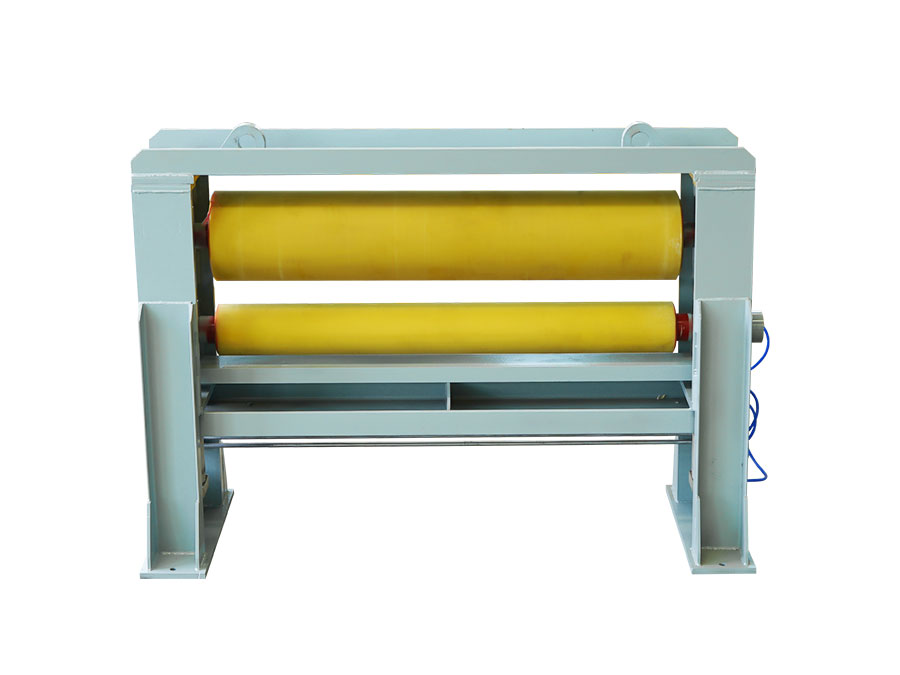
前處理擠干架
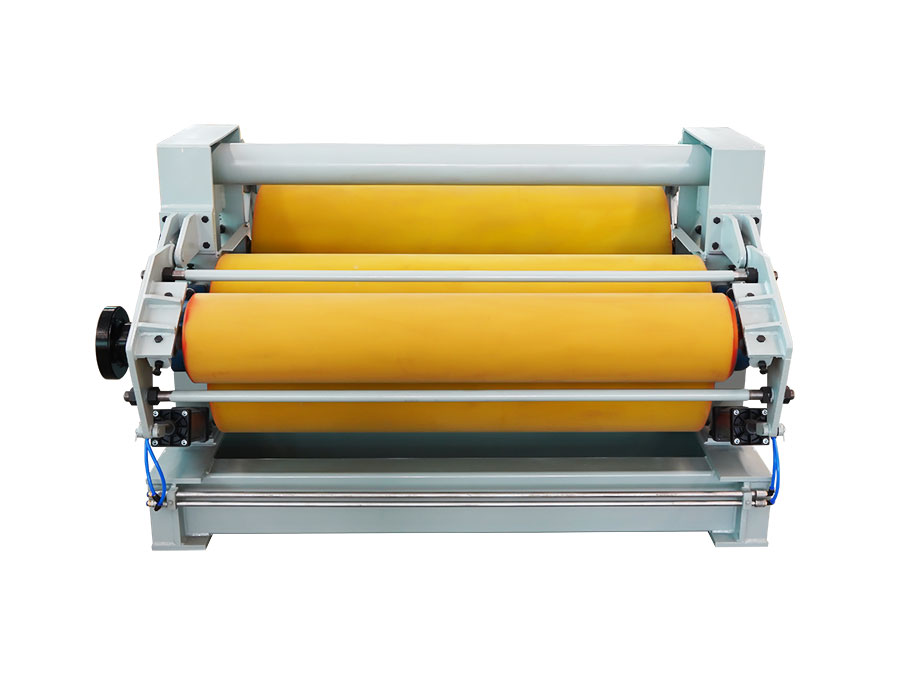
匯合夾送
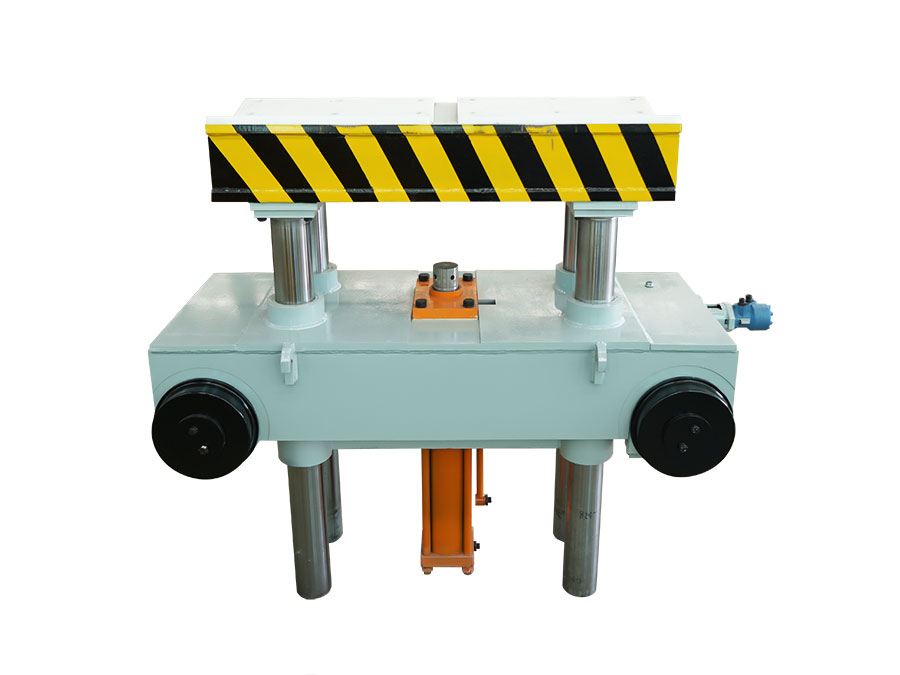
上下料小車

輔助支撐

手機(jī)端
手機(jī)端

公眾號(hào)



 15154326901
15154326901