專注金屬薄板設備生產 濰坊精翔機電設備有限公司
專注金屬薄板設備生產 濰坊精翔機電設備有限公司
概述
重卷生產線的主要任務是以連續(xù)鍍鋅線生產出來的鋼卷做為原料,將來料整齊卷取并分成成品要求的卷重,然后經過包裝線打包后發(fā)到成品鋼卷倉庫進行儲存。其主要設備包括開收卷機、穿帶臺、橫剪、縱剪、夾送輥、轉向輥、張力機以及對中裝置等主要設備。
工藝參數
1、材質:低碳鋼、結構鋼,如:SPCC、SPCD、SPCE、SS330、SS400、S35C等。
2、厚度:0.15~1.6mm
3、寬度:700~1300mm
4、鋼卷內徑:508mm
5、鋼卷外徑:Max. 2100mm Min. 800mm
6、卷重:Max. 24T
7、來料**高溫度:50℃
8、圓盤剪單邊**小切邊量:5mm(單邊)
9、屈服強度:Max.400N/mm2
10、抗拉強度:Max. 600N/mm2
11、工藝速度:Max. 300m/min
12、拉矯機延伸率:Max. 2%
13、年產量:22萬噸
工藝流程
原料→入口鞍座→入口小車→地輥站→錄入三級信息→開卷機→開卷刀→直頭刀→入口剪→縫合機→月牙剪→1#張力輥→拉矯機→2#張力輥→活套→兩輥糾偏→3#張力輥→三輥糾偏系統(tǒng)→圓盤剪→廢邊卷取→水平檢查臺→涂油機→出口剪→轉向夾送輥→卷取機→卸卷小車→稱重→打包機→卸卷小車→出口鞍座→成品庫
設備特點
1、縱剪的結構為雙機架塔式圓盤剪,此種形式的剪刀被廣泛用于冷軋生產線的精整線,設備結構相對簡單,便于維護,生產效率相對較高。
2、對中裝置是精整重卷機組的重要設備,它的對中及糾偏效果將直接影響到成品鋼卷的卷取質量,既帶鋼是否在機組中心線運行,切邊是否均勻,成品鋼卷的邊部是否整齊等。
3、本生產線既可對需要矯直的帶鋼進行在線矯直,避免將板形不合格的帶鋼移至前部矯直機進行重復矯直處理,從而提高板形合格率和成材率,增加生產線的產能。同時也可對不需要矯直的帶鋼進行采取在矯直機空過的形式,使帶鋼順利通過,不影響帶鋼通過速度,且避免了對矯直輥的磨損,提高矯直輥使用壽命,減少能源消耗,降低生產成本。
技術參數
在線留言
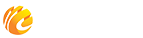
開卷機
張力機
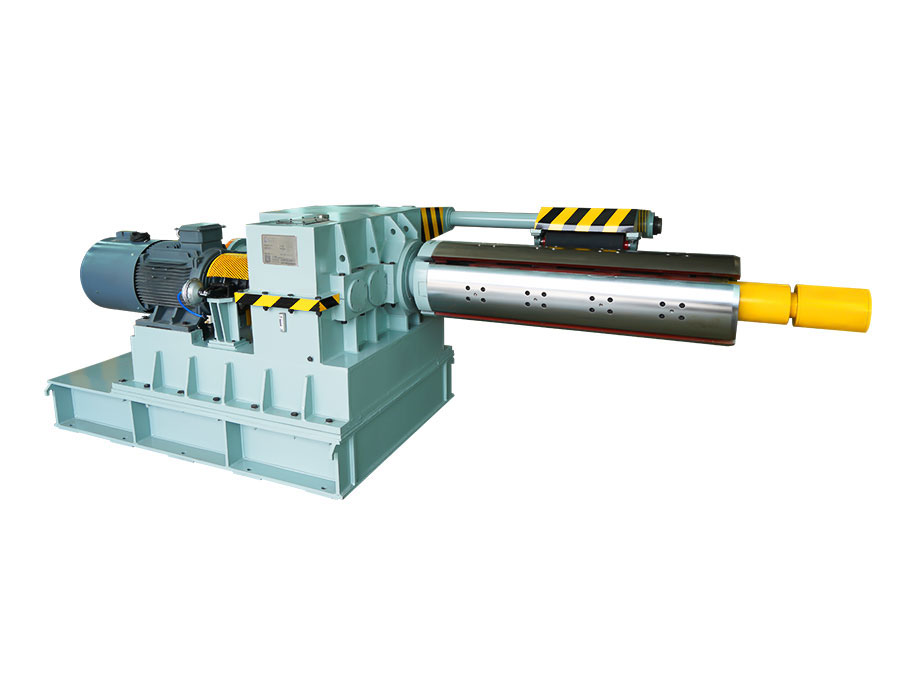
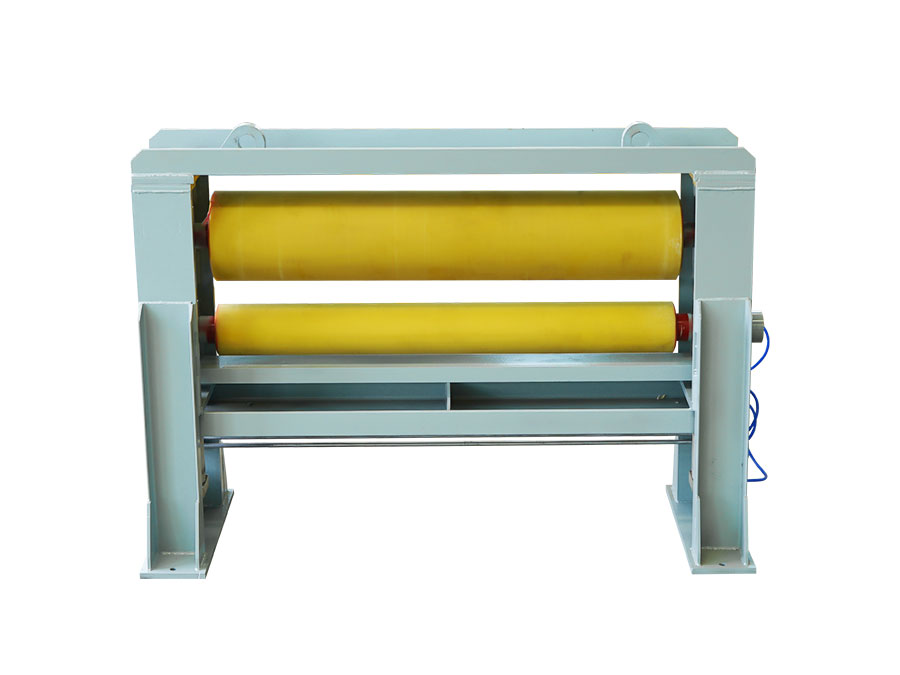
前處理擠干架
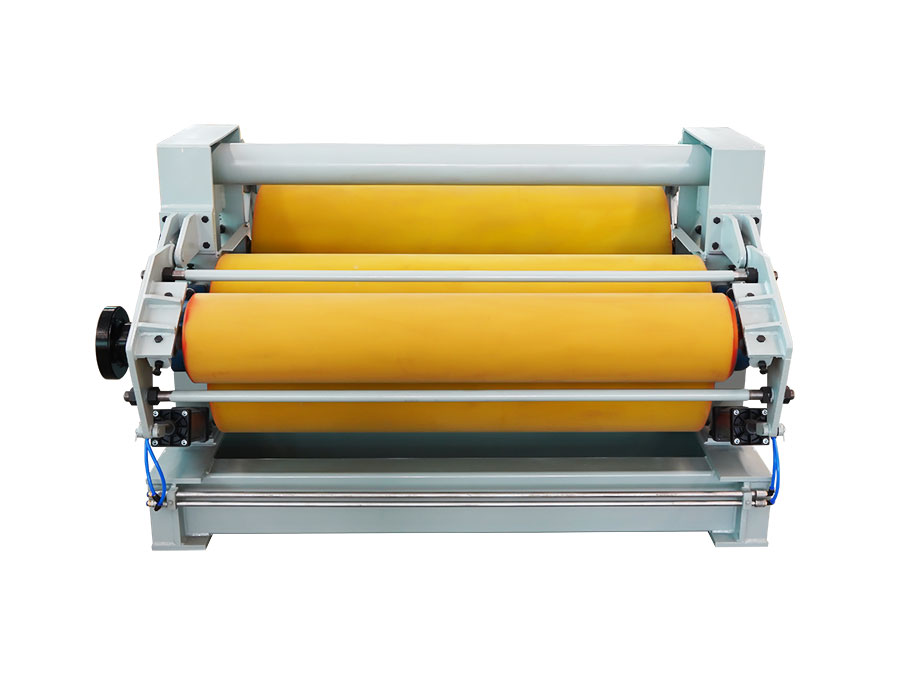
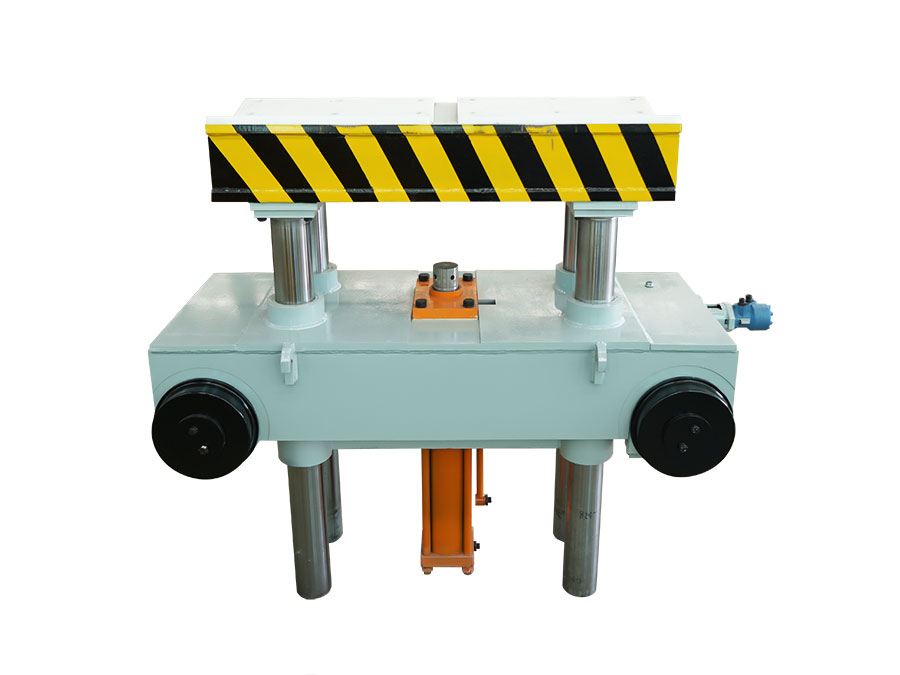
匯合夾送
上下料小車

輔助支撐

手機端
手機端

公眾號





 15154326901
15154326901