專注金屬薄板設(shè)備生產(chǎn) 濰坊精翔機(jī)電設(shè)備有限公司
走進(jìn)我們
公司占地36000多平方米,現(xiàn)有設(shè)計(jì)、制造、安裝人員150多名,擁有各類大型剪、切、磨、銑、鉆機(jī)床,年設(shè)計(jì)、制作、安裝生產(chǎn)線能力可達(dá)15條以上,直接產(chǎn)值達(dá)1.5億元。

專注金屬薄板設(shè)備生產(chǎn) 濰坊精翔機(jī)電設(shè)備有限公司
公司占地36000多平方米,現(xiàn)有設(shè)計(jì)、制造、安裝人員150多名,擁有各類大型剪、切、磨、銑、鉆機(jī)床,年設(shè)計(jì)、制作、安裝生產(chǎn)線能力可達(dá)15條以上,直接產(chǎn)值達(dá)1.5億元。

概述
彩鋼板印花生產(chǎn)線,是把鋼帶卷材經(jīng)過表面脫脂、磷化、鈍化處理后,以連續(xù)棍涂的方法在其表面涂敷多層有機(jī)涂料(如改性樹脂(SMP》、高耐候聚酯(HDP)、聚偏氟乙烯(PVDF)等涂料),再加上套印多種色澤的花紋,從而復(fù)合形成新型功能性板材的成套生產(chǎn)設(shè)備,生產(chǎn)線由開卷機(jī)、縫合機(jī)、張力機(jī)、儲(chǔ)料機(jī)、脫脂清洗機(jī)組、輪涂機(jī)、印花機(jī)、固化爐、剪切機(jī)、收卷機(jī)等設(shè)備組成。

設(shè)備特點(diǎn)
連續(xù)輥涂工藝,正反面兩涂兩烘,技術(shù)成熟,廣泛應(yīng)用于金屬結(jié)構(gòu)廠房、市政公共服務(wù)及民用建筑領(lǐng)域。
前處理采用連續(xù)堿循環(huán)噴淋、刷洗和多級(jí)循環(huán)水噴淋及新鮮水噴淋,增強(qiáng)清洗效果,潔凈帶鋼表面,保證涂層質(zhì)量,增強(qiáng)板帶表面與油漆涂料的附著力。
采用化成處理液,配備化涂機(jī),成膜涂敷均勻,保證了涂層的性能和質(zhì)量。該工藝具有化成劑利用率高,化成膜附著力好等顯著特點(diǎn)。
涂層輥涂機(jī)配置壓力傳感器精確顯示涂輥壓力,可對(duì)涂層均勻性進(jìn)行精確控制,通過矢量電機(jī)變頻調(diào)速,進(jìn)行順向或逆向涂敷作業(yè),可精確控制涂層厚度至1微米內(nèi),以適應(yīng)各種產(chǎn)品的生產(chǎn)需求。
涂層固化烘干爐采用保溫效果好的多層迷宮式插板結(jié)構(gòu),具有多組熱風(fēng)循環(huán)裝置、氣流組織管理、廢氣收集焚燒或裂解處理、自動(dòng)控制溫度等功能,配置有催化焚燒與完善且精細(xì)的余熱回收利用裝置,達(dá)到國家環(huán)保排放標(biāo)準(zhǔn),真正做到了節(jié)能降耗增效。
印花工藝采用三色套印技術(shù),印花機(jī)采用數(shù)字式控制技術(shù),使印花層厚度小于1微米,從而有效控制印花**與色澤。
控制系統(tǒng)采用矢量電機(jī)變頻調(diào)速、現(xiàn)場(chǎng)總線與光纖通訊,實(shí)時(shí)參量控制技術(shù)等計(jì)算機(jī)控制系統(tǒng),人機(jī)界面好,可配套計(jì)算機(jī)統(tǒng)一管理軟件,進(jìn)行排產(chǎn)、操作記錄、各數(shù)據(jù)曲線顯示等,設(shè)備運(yùn)行**穩(wěn)定。
引入智能生產(chǎn)與能源管理系統(tǒng)等理念,配置變頻風(fēng)機(jī)等多重精細(xì)調(diào)節(jié)節(jié)能降耗生產(chǎn)控制技術(shù)裝備。
技術(shù)參數(shù)
| 基板材質(zhì) | 電鍍鋅、熱鍍鋅、熱鍍鋁鋅、冷軋鋼板等 |
| 帶鋼寬度 | 600-1650mm |
| 帶鋼厚度 | 0.12-1.5mm |
| 鋼卷外徑 | Φ800-2000mm |
| 工藝速度 | 25-180m/min |
| 涂層厚度 | 正面單層干膜厚度5-25μm(根據(jù)要求調(diào)節(jié)) |
| 反面單層干膜厚度5-15μm(根據(jù)要求調(diào)節(jié)) | |
| 印花層厚度 | ≤1μm(油墨或聚酯) |
| 生產(chǎn)能力 | 5-20萬噸/年 |
| 能源類型 | 電、天然氣、液化石油氣、煤氣、蒸汽、空壓氣等 |
在線留言
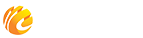
開卷機(jī)
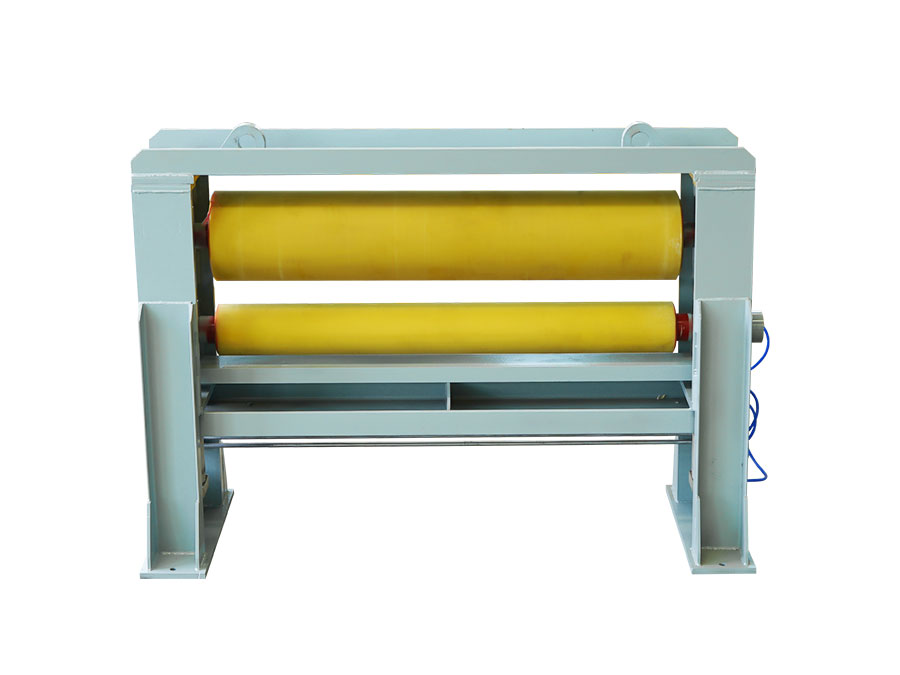
張力機(jī)
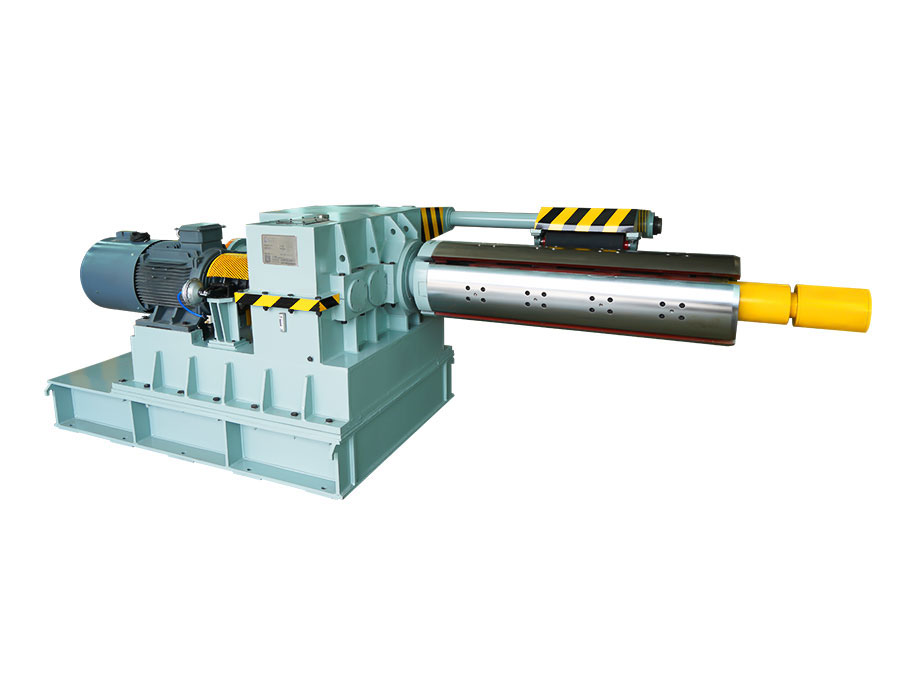
前處理擠干架
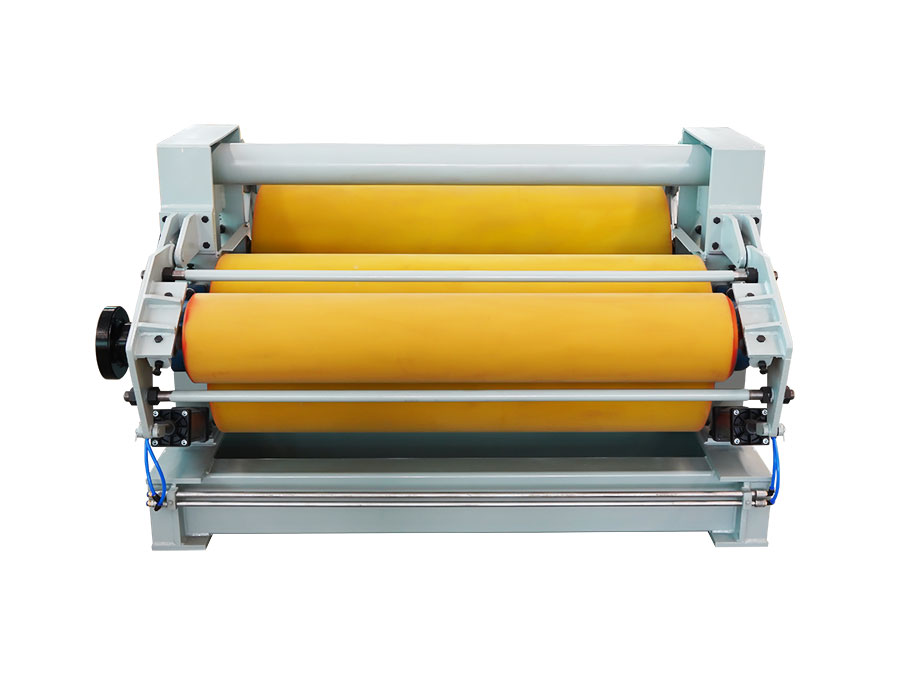
匯合夾送
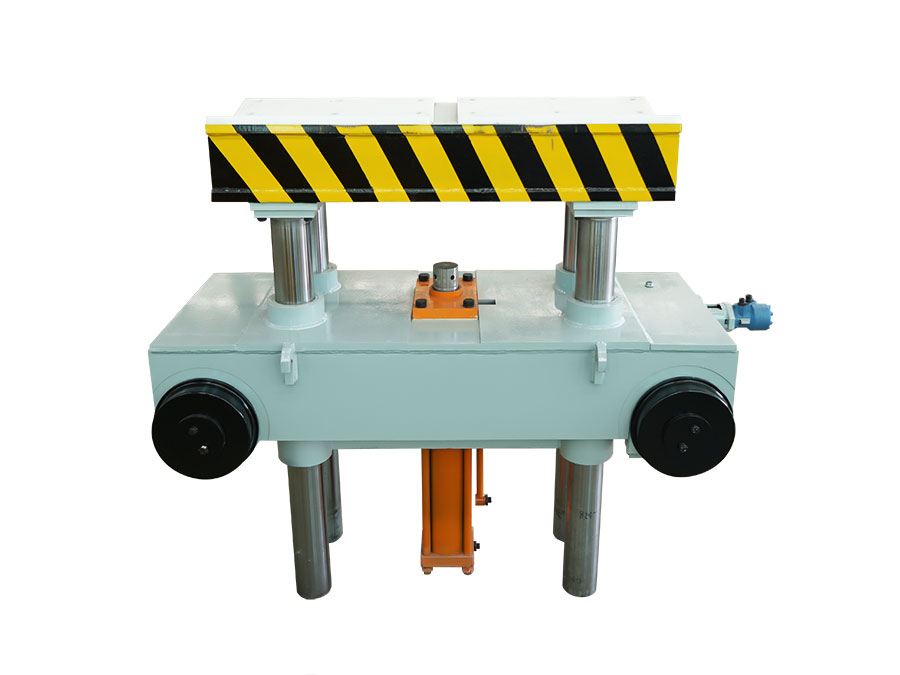
上下料小車

輔助支撐

手機(jī)端
手機(jī)端

公眾號(hào)



 15154326901
15154326901