專注金屬薄板設(shè)備生產(chǎn) 濰坊精翔機(jī)電設(shè)備有限公司
專注金屬薄板設(shè)備生產(chǎn) 濰坊精翔機(jī)電設(shè)備有限公司

概述
彩鋁板印花生產(chǎn)線是把鋁材卷帶經(jīng)過表面脫脂處理后,以連續(xù)輥涂的方法在其表面涂敷多層有機(jī)涂料(如納米、自潔、抗刮、**、耐指紋等),再加上套印多種色澤的花紋,并經(jīng)烘烤固化從而形成復(fù)合材料的成套生產(chǎn)設(shè)備,生產(chǎn)線由開卷機(jī)、縫合機(jī)、儲料機(jī)、脫脂清洗機(jī)組、輥涂機(jī)、印花機(jī)、固化爐、剪切機(jī)、收卷機(jī)等設(shè)備組成。

工藝流程
1#2#開卷→轉(zhuǎn)向夾送輥→轉(zhuǎn)向輥→匯合夾送輥→入口剪切機(jī)一縫合機(jī)→壓毛刺及夾送輪→1#張力輥→入口活套→2#張力輥→脫脂→劇洗→水洗→烘干→化學(xué)輥涂機(jī)→化學(xué)膜烘爐→1#糾偏機(jī)一3#張力輥→初涂機(jī)組→初涂固化爐→冷卻機(jī)組→2#糾偏機(jī)→干燥機(jī)一3#糾偏機(jī)→4#張力輥→印花機(jī)組→精涂機(jī)組→精涂固化爐→冷卻機(jī)組→干燥機(jī)→4#糾偏機(jī)→5#張力輻→出口活套→6#張力輥→夾送剪切機(jī)→轉(zhuǎn)向輥→EPC糾偏卷取機(jī)→檢驗→包裝→入庫
設(shè)備特點
采用輥涂法,化學(xué)膜質(zhì)量高,保證了彩板涂層的性能和質(zhì)量。無廢物,化學(xué)處理劑幾乎都利用,而且化學(xué)膜均勻、致密。
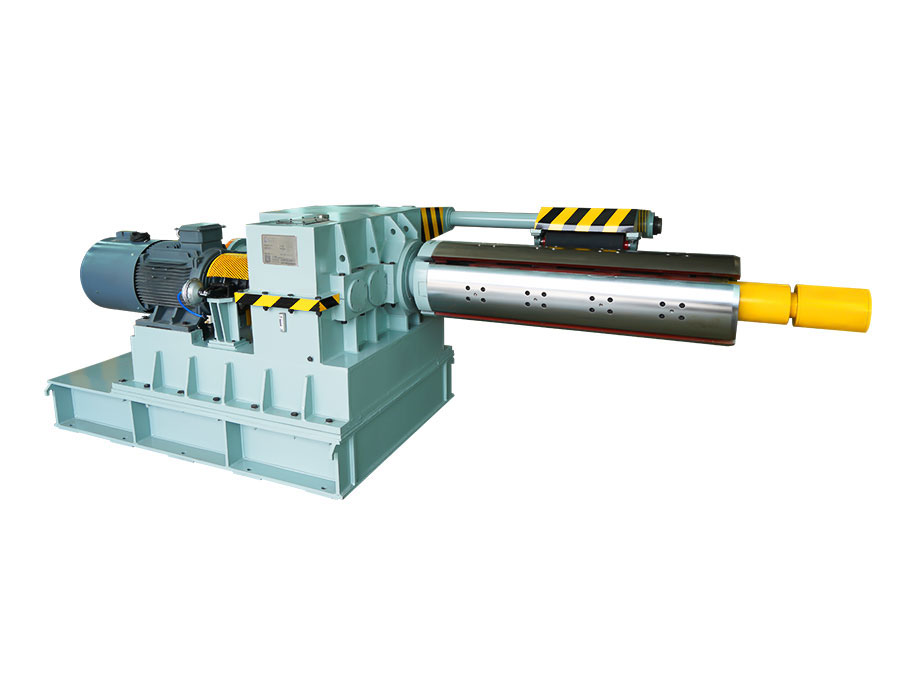
涂層輥涂機(jī)配置壓力傳感器精確顯示涂輥壓力,可對涂層均勻性進(jìn)行精確控制,通過矢量電機(jī)變頻調(diào)速,進(jìn)行順向或逆向涂敷作業(yè),可精確控制涂層厚度至1微米內(nèi),以適應(yīng)各種產(chǎn)品的生產(chǎn)需求。
涂層固化烘干爐采用保溫效果好的多層迷宮式插板結(jié)構(gòu),具有多組熱風(fēng)循環(huán)裝置、氣流組織管理、廢氣收集裂解處理、自動控制溫度等功能;配置有VOC焚燒與完善且精細(xì)的余熱回收利用裝置,達(dá)到國家環(huán)保排放標(biāo)準(zhǔn),真正做到了節(jié)能降耗增效。
印花工藝采用三色套印技術(shù),印花機(jī)采用數(shù)字式控制技術(shù),使印花層厚度小于1微米,及自動對色,從來有效控制印花**與色澤。
控制系統(tǒng)采用矢量電機(jī)變頻調(diào)速、現(xiàn)場總線與光纖通訊,實時參量監(jiān)控技術(shù)等計算機(jī)控制系統(tǒng),人機(jī)界面好,設(shè)備運行**穩(wěn)定。
引入智能生產(chǎn)與能源管理系統(tǒng)等理念,配置變頻風(fēng)機(jī)等多重精細(xì)調(diào)節(jié)節(jié)能降耗生產(chǎn)控制技術(shù)裝備。
技術(shù)參數(shù)
| 基板 | 熱鋁板,鋁合金板 |
| 帶厚 | 0.2-3mm |
| 帶寬 | Φ800-2000mm |
| 鋁卷外徑 | Φ800-2000mm |
| 工藝速度 | 20-120米/分 |
| 涂層厚度 | Ma×40μm |
| 印花層厚度 | ≤1μm(油墨或聚酯) |
| 生產(chǎn)能力 | 2-6萬噸/年 |
在線留言
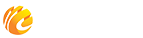
開卷機(jī)
張力機(jī)
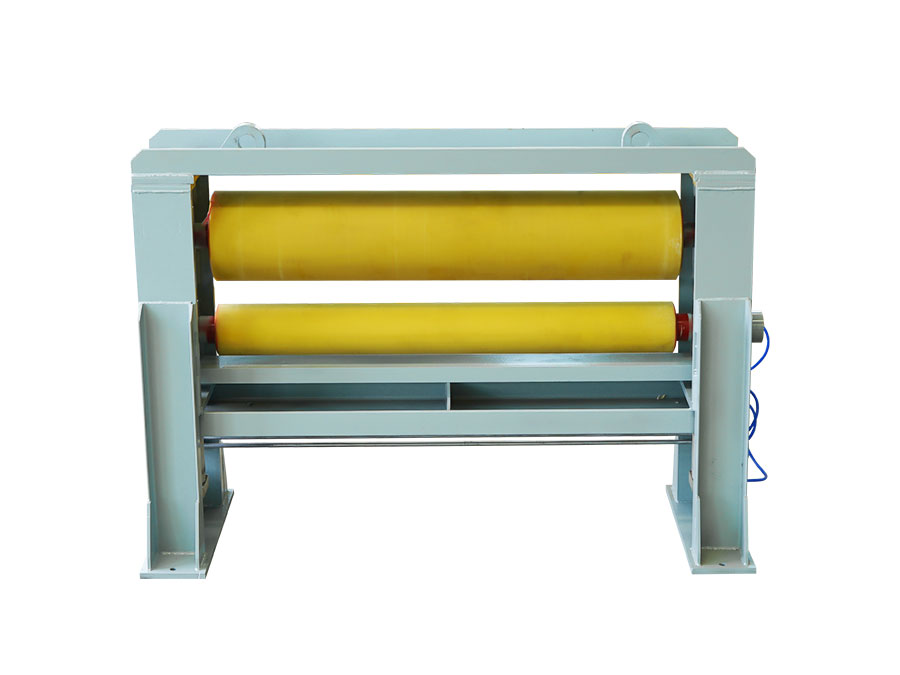
前處理擠干架
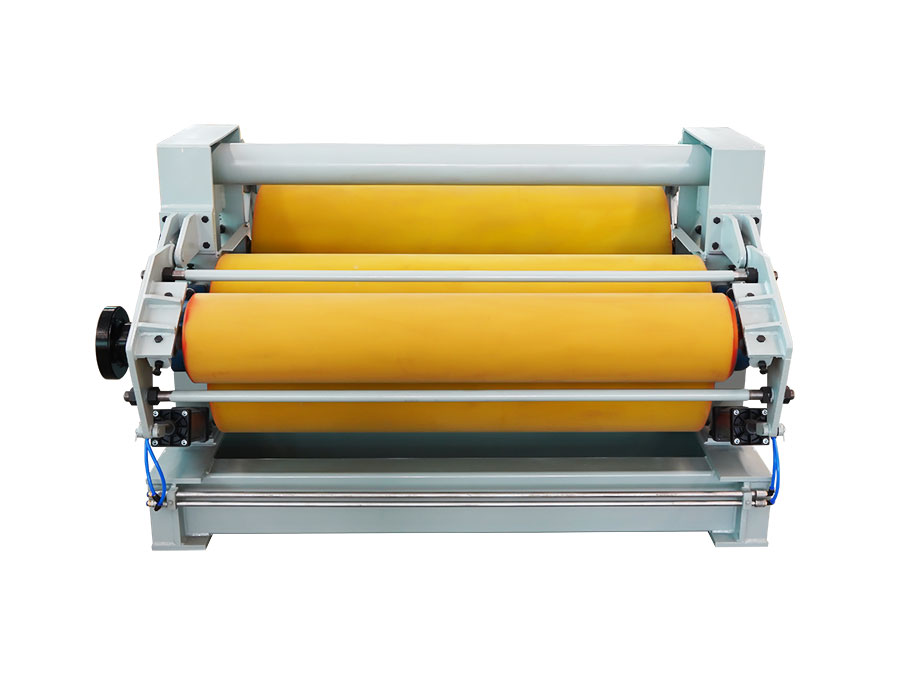
匯合夾送
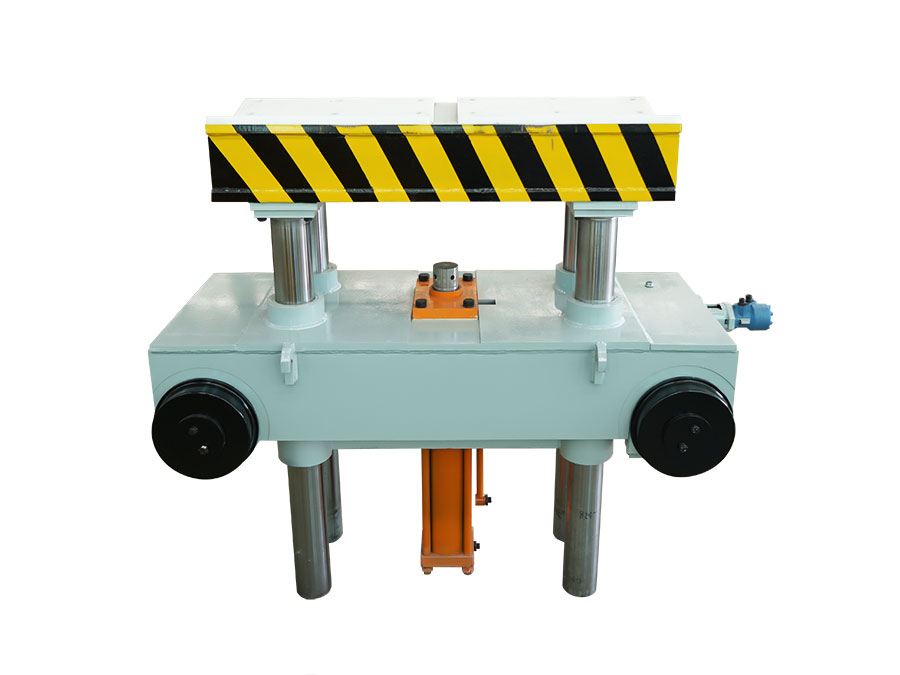
上下料小車

輔助支撐

手機(jī)端
手機(jī)端

公眾號




 15154326901
15154326901